Influence des éléments d’addition :
Pour les aciers non alliés
Les courbes TTT et TRC sont situées très à gauche. Il y a donc peu de temps disponible lorsque l’on veut atteindre le domaine martensitique. Il n’est pas possible de réaliser un palier avant d’effectuer une trempe étagée bainitique.Les éléments d’alliage
Ils vont retarder la cinétique de décomposition de l’austénite, c’est-à-dire déplacer les courbes vers la droite et un peu vers le bas. En conséquence, il est plus facile de rejoindre le domaine martensitique, même pour des pièces volumineuses. Tous les éléments n’ont pas le même degré d’influence :– Le chrome, le manganèse et le nickel sont fréquemment utilisés – Le molybdène est très influent – Le silicium et le bore ont un effet plus faible – Le cobalt et l’aluminium ont plutôt un effet contraire
Influence du taux de carbone :
Il conditionne la dureté à l’état recuit, et la dureté accessible après trempe.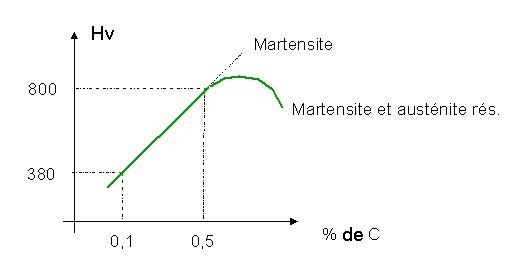 Toutefois, au dessus de 0.6 %, cet élement abaisse Ms notablement, ce qui favorise l’existence de l’austénite résiduelle. De ce fait, la dureté a tendance à redescendre comme le montre la courbe ci-jointe.
Evolution de la dureté après trempe en fonction du pourcentage de carbone (à droite).
La quantité d’austénite résiduelle peut être déduite de la relation de KOISTINEN et MARBURGER :
Toutefois, au dessus de 0.6 %, cet élement abaisse Ms notablement, ce qui favorise l’existence de l’austénite résiduelle. De ce fait, la dureté a tendance à redescendre comme le montre la courbe ci-jointe.
Evolution de la dureté après trempe en fonction du pourcentage de carbone (à droite).
La quantité d’austénite résiduelle peut être déduite de la relation de KOISTINEN et MARBURGER :
%Austénite transformée = 100 – 100 exp (- 0.011 (Ms – t))
Bien que cette austénite résiduelle puisse être déstabilisée en grande partie par un passage au froid (cryogénie), il apparaît que la dureté de la martensite n’évolue pratiquement plus au dessus de 0.7 % et qu’elle ne peut jamais dépasser 65/66 HRC. Notons qu’à ce niveau de dureté, l’acier est d’une fragilité extrême, ce qui le rend pratiquement inapte à l’emploi.Influence de la temperature d’austénisation :
Pour les hypoeutectoïdes, les températures d’austénisation sont de l’ordre de AC3+50°C.
Pour les aciers hypoeutectoïdes, elles se situent plutôt autour de AC1+80°C à 100°C.
Au dessus de ces valeurs, la taille des grains risque de devenir trop importante, ce qui va dans le sens d’une plus grande fragilité. Toutefois, cela permet en général de diminuer un peu la vitesse critique de trempe de la nuance.
La température d’austénisation doit tenir compte :
– de la justesse des températures de consigne
– de la régulation des fours qui se traduit par des oscillations autour de la valeur de consigne
– des incertitudes de la composition chimique inhérentes à l’élaboration et des ségrégations à la coulée
Il s’agit des déformations et des tapures (fissures). Elles sont issues des gradients thermiques et des contraintes associées, occasionnées par une vitesse de refroidissement trop brutale.
Lorsque les sections de pièces augmentent, on utilise des aciers plus chargés en éléments d’alliage. Les courbes TRC présentent une vitesse critique de trempe plus faible qui permet de tremper toutes les sections en utilisant des moyens de refroidissement moins sévères.
Evidemment, le coût du métal sera un peu plus élevé.
– Les pièces fissurées sont souvent irréparables.
– Les pièces déformées peuvent être redressées:
° au marteau (apport de contraintes en surface)
° au chalumeau (effet de revenu local)
° à la presse (dépassement de la résistance élastique, sans rupture)
° par conformation au revenu
Si le phénomène est prévisible, inévitable et trop important, il est possible d’effectuer des trempes sous presses pour les géométries qui s’y prêtent.
Lorsque l’on austénitise un acier en atmosphère naturelle, il se crée en surface :
– Une oxydation (calamine)
– Une décarburation (couche appauvrie en carbone)
Il faut donc prévoir une reprise d’usinage après traitement de l’ordre de 0.1 à 0.5 mm par face en fonction du temps de maintien (déterminée en fonction de la taille des pièces en particulier).
En conséquence, les installations industrielles actuelles sont la plupart du temps prévues pour éviter ces phénomènes :
– Chauffage sous gaz neutre : Azote, Argon
– Chauffage sous atmosphères carburantes : gaz recarburant ou décarburant
– Chauffage sous vide : vide de l’ordre de 0.1 à 0.001 mbar, ou pression partielle de gaz neutre (1 à 10 mbar)