Les inclusions plus réfractaires que l’acier (Température de fusion supérieures à 2000°C) peuvent, dès le début, servir d’amorces de cristallisation : on les trouve en majorité dans les axes de cristallisation.
Les axes des dendrites seront plus riches en fer que la périphérie des grains.
Les parties solidifiées les dernières seront plus riches en carbone et en éléments qui ont une aptitude à la ségrégation. C’est également dans ces parties que se concentrent les sulfures (point de fusion plus faible).
On constate donc qu’en fin de solidification, l’acier est composé de grains dont la composition chimique n’est pas homogène.
C’est ce que l’on appelle la ségrégation mineure due aux problèmes de diffusion à l’état solide.
Au cours du refroidissement, les différentes transformations ne laissent plus subsister les cristaux de première solidification appelés également grains primaires.
Ces transformations peuvent permettre une homogénéisation partielle par diffusion du carbone mais elles laissent pratiquement en place les éléments d’impuretés (S, P, O).
Lors des différentes transformations, la formation de la ferrite sera favorisée suivant les axes des dendrites pauvres en carbone. Par contre, la perlite aura tendance à se former dans les espaces inter-dendritiques, plus riches en carbone.
Remarque
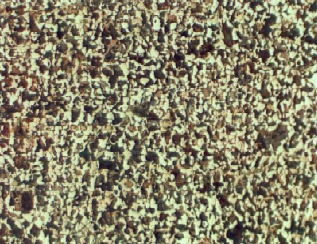
Ces hétérogénéités peuvent être mises en évidence macroscopiquement par certains réactifs à base de chlorure de cuivre CuCl2 (réactif de Fry) ou par des acides dilués utilisés à chaud.
Ils attaquent les zones les plus riches en fer et matérialisent ainsi les axes des anciens grains primaires.
Au moment de la coulée des lingots d’acier, le liquide a une composition chimique identique en tout point.
Au début de la solidification et du fait du gradient élevé de température, les éléments tels que les sulfures, phosphore, etc… migrent assez facilement vers le centre du lingot.
Ils sont comme « repoussés » par le front de solidification : c’est la ségrégation majeure.
Dans ce cas, les hétérogénéités se trouvent à l’échelle du lingot, et de ce fait :
IL EST IMPOSSIBLE D’HOMOGENEISER UN TEL METAL !
D’où l’intérêt d’étudier la forme de la lingotière en fonction du corroyage ultérieur.
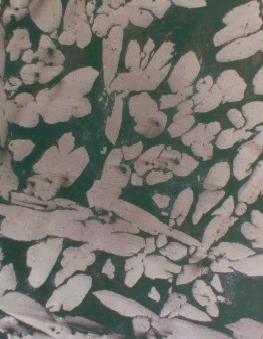
Les différents traitements thermo-mécaniques de mise en forme (forgeage, laminage, etc…) déforment l’édifice ségrégé. Les axes des dentrites s’orientent peu à peu et on assiste à une alternance de zones qui forment les fibres du métal.

Orientation du fibrage dans une pièce forgée
(Attaque au HNO3 dilué, 80°C)
– Elle doit être inférieure au solidus direct (risque de brûlure partielle) – Elle entraîne un grossissement du grain
Pratiquement, les recuits d’homogénéisation se font à des températures voisines de A3 +200°C pendant plusieurs heures. On évite ainsi un grossissement trop important du grain et les débuts de fusion. – Les recuits d’homogénéisation assurent une répartition plus homogène des constituants. – Dans les pièces moulées, ils atténuent les localisations anormales de ferrite ou de carbures.– Ils atténuent également la structure en bande dans les aciers hypoeutectoïdes ou les alignements de carbures dans les aciers hypereutectoïdes.
Ils sont provoqués par la température très élevée de ce traitement.
La surchauffe

La température très élevée de ce recuit entraîne le grossissement du grain austénitique. Si celle-ci est trop importante, on assiste au phénomène de surchauffe, c’est à dire que le grain austénitique devient énorme et donne naissance à des constituants grossiers et à de la fragilité.
Notons que les aciers eutectoïdes sont très sensibles à la surchauffe.
Une surchauffe excessive, accidentelle peut provoquer la « brûlure ».
La brûlure

Selon les aciers, la brûlure peut survenir à partir de 1300°C.
Du fait des hétérogénéités existant au sein du métal, le point de fusion de celui-ci pourra être abaissé en certains points. Les risques de fusions locales seront possibles ce qui peut engendrer des décollements de grain.
Globalement, ces décohésions intergranulaires irréversibles affectent la résistance à la traction, mais pas les valeurs de dureté.