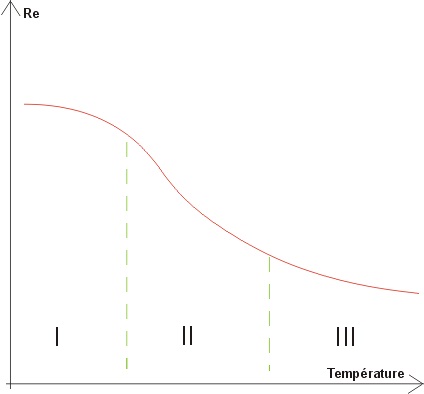
Schéma d’évolution de la limite d’élasticité Re en fonction de la température
La température est choisie en fonction du résultat (limite élastique) voulue.
Pour réaliser une relaxation sensible, il faudra une température appartenant aux stades II ou III. Elle sera d’autant plus efficace que l’on sera dans le stade III. Ce qui fait que pour une stabilisation plus poussée, la température de traitement se situe plutôt vers AC1 -50°C ou -80°C.
Dans la pratique courante, ce recuit est effectué sur des pièces avant usinage pour stabiliser la dimension des pièces, et également sur des pièces soudées pour diminuer les contraintes propres dues au gradient thermique.