Quel que soit son mode d’élaboration, l’acier est généralement coulé soit en lingotières où il se solidifie sous forme de lingots, soit en coulée continue où il se solidifie sous forme de bloom ou de brames.
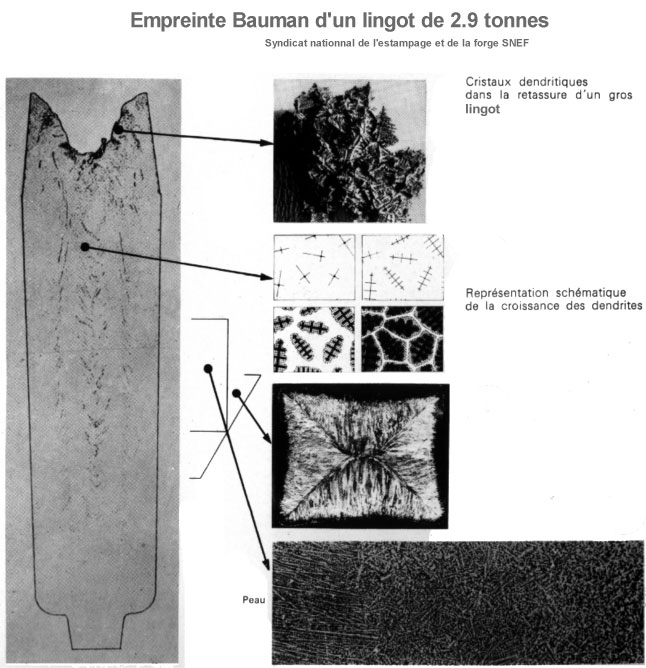
Au cours de sa solidification, l’acier est l’objet de transformations physico-chimiques qui conduisent à des hétérogénéïtés dans les différentes régions du lingot.
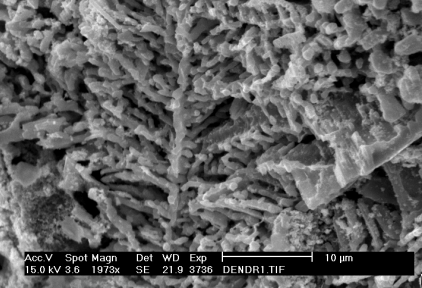
Aux hétérogénéïtés chimiques à l’échelle du grain, dénommées « ségrégations mineures » (ex : les dendrites), s’ajoutent :
– Une hétérogénéïté structurale à l’échelle du lingot
– Une hétérogénéïté chimique également à l’échelle du lingot
– Des défauts de solidification tels que les soufflures, criques et retassures.
En résumé, un lingot d’acier (comme toute pièce coulée) n’est pas une masse absolument compacte, encore moins homogène.
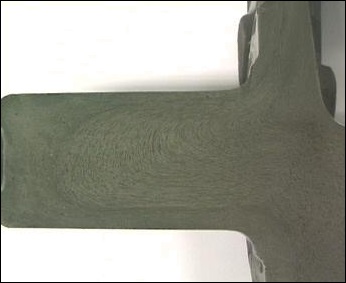 Fibrage
Fibrage
Le laminage à froid
Il permet l’obtention de produits plats de faible épaisseur (Tôles fines, feuillards etc…).
Le produit passe entre les deux cylindres qui lui font subir une réduction d’épaisseur au profit de la longueur. Suivant la forme des cylindres, on obtient des produits en feuilles ou des profilés.
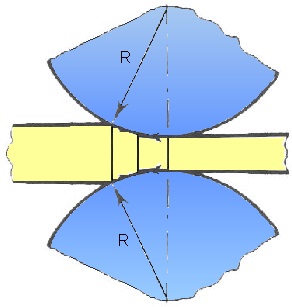 Laminage
Laminage
Le laminage à chaud des bandes minces permet une moindre résistance à la déformation. Mais cela nécessite de réchauffer les bobines (risque de collage des spires) et la variation de température entraîne des variations d’épaisseur. Enfin, la présence de calamine et la décarburation éventuelle nuisent à la qualité globale du produit fini.
Ainsi, le laminage à froid s’impose aujourd’hui lorsque l’épaisseur finale est inférieure ou égale à 1.5mm.
Cette opération donne :
– un excellent état de surface
– une géométrie et des dimensions précises
– une maîtrise de la structure et de la texture par le choix judicieux de recuits intermédiaires.
L’étirage
Il se pratique en général à partir de produits laminés à chaud, préalablement décapés (pour éliminer les oxydes) et phosphatés (pour accrocher des lubrifiants).
La barre ébauche passe à travers une filière qui provoque une réduction de la section et donne un profil précis, de forme simple (rond, carré) ou plus compliquée (rails, cornières, profils spéciaux).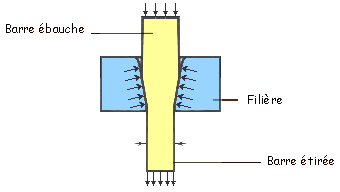 Etirage
Etirage
Plusieurs passes peuvent s’avérer nécessaires. Aussi, un recuit intermédiaire est souvent pratiqué pour redonner une capacité de déformation suffisante.
Le trefilage
Le principe est analogue à celui de l’étirage. La différence entre les deux procédés est d’ordre géométrique. Le tréfilage s’adresse plutôt aux petites sections de très grande longueur.
Exemple : les fils destinés à la fabrication de ressorts.
Quelques caractéristiques
Etirage
* Section constante (carré, cercle, polygone), généralement située entre 5 et 50 mm.
* Longueur de barres entre 3 et 6 mètres.
Tréfilage
* Section constante (cercles ou profil), généralement entre 0.1 mm et 10 mm.
* La longueur peut aller de plusieurs dizaines de mètres à plusieurs kilomètres (bobines).